ГОСТ 7350. Сталь толстолистная коррозионно-стойкая, жаростойкая и жаропрочная
Толстолистовая, горячекатаная и холоднокатаная коррозионно-стойкая, жаростойкая и жаропрочная сталь, изготовляемая в листах. Горячекатаную толстолистовую сталь изготовляют толщиной от 4 до 50 мм, холоднокатаную от 4 до 5 мм.
Толстолистовую сталь изготовляют следующих марок:
20Х13, 09Х16Н4Б, 12Х13, 14Х17Н2, 08Х13, 12Х17, 08Х17Т, 15Х25Т, 07Х16Н6, 09Х17Н7Ю, 08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М² Т, 20Х23Н13, 08Х18Г8Н2Т, 15Х18Н12С4ТЮ, 10Х14Г14Н4Т, l2X17Г9АН4, 08Х17Н13М²Т, 10Х17Н13М²Т, 10X17H13 М³Т, 08Х17Н15М³Т, 12Х18Н9, 17Х18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б, 03Х21Н21М4 ГБ, 03Х22Н6М², 03Х23Н6, 20Х23Н18, 12Х25Н16Г7АР, 06ХН28МДТ, 03ХН28МДТ, 15Х5М.
Толстолистовую коррозионно-стойкую, жаростойкую и жаропрочную сталь подразделяют:
1. по состоянию материала и качеству поверхности на группы:
холоднокатаная нагартованная - H1,
холоднокатаная полунагартованная - ПН1,
холоднокатаная, термически обработанная,
травленая или после светлого отжига - М² а, М³ а, М4 а, М5 а,
холоднокатаная термически обработанная - М5 в,
горячекатаная термически обработанная,
травленая или после светлого отжига - М² б, М³ б, М4 б, М5 б,
горячекатаная термически обработанная нетравленая - М5 г,
горячекатаная без термической обработки и нетравленая - 5 д;
2. по точности прокатки:
повышенной точности — А,
нормальной точности — Б;
3. по виду кромок на:
обрезную — О,
необрезную — НО;
4. по неплоскостности листов с временным сопротивлением 690 Н/кв. мм и менее на:
особо высокую плоскостность — ПО;
высокую плоскостность — ПВ,
улучшенную плоскостность — ПУ,
нормальную плоскостность — ПН.
Допускается изготовлять толстолистовую сталь с точностью прокатки более высокой, чем указано в заказе.
10)
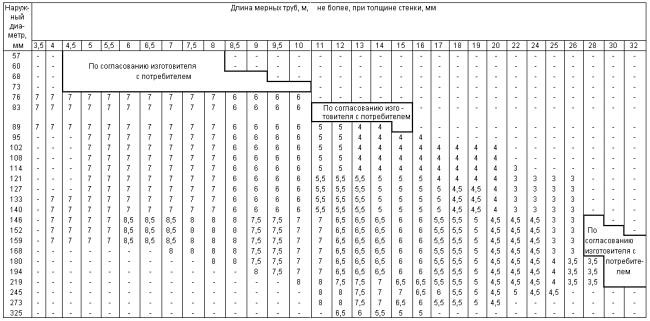
Настоящий стандарт распространяется на бесшовные горячедеформированные трубы из коррозионно-стойкой стали общего назначения.1. СОРТАМЕНТ
Трубы изготовляют по наружному диаметру и толщине стенки размерами, указанными в табл.1.
Примечания:
1. Трубы из стали марок 08Х17Т, 15Х28, 12Х17, 10Х17Н13М2Т изготовляют диаметром не более 219 мм; из стали марок 08Х17Н15М3Т - диаметром не более 140 мм, размером 159х9 мм; из стали марки 10Х23Н18 - диаметром не более 168 мм; из стали марок 08Х18Н12Б, 08Х22Н6Т, 08Х20Н14С2 - диаметром не более 108 мм.
2. По согласованию изготовителя с потребителем допускается изготовлять трубы размерами, не указанными в табл.1.

где - номинальный наружный диаметр, мм;
- номинальная толщина стенки, мм;
- плотность металла, г/см, в зависимости от марки стали в соответствии с табл.3.
4. Трубы диаметром от 76 до 95 мм с толщиной стенки 3,5-4,0 мм, диаметром от 133 до 152 мм с толщиной стенки 4,0-5,5 мм, диаметром менее 76 мм будут изготовлять после освоения оборудования.
1.2. По длине трубы изготовляют:
мерной длины - в пределах немерной, но не более указанной в табл.1 с предельным отклонением по длине +15 мм; по согласованию изготовителя с потребителем допускается изготовление мерных труб длины более указанной в табл.1;
длины, кратной мерной, - в пределах мерной длины с припуском на каждый разрез по 5 мм и с предельным отклонением по всей длине +15 мм. Минимальная кратная длина - 300 мм;
ограниченной длины - в пределах мерной с предельным отклонением по длине ±500 мм;
немерной длины - от 1,5 до 10 м; по согласованию изготовителя с потребителем допускается изготовление труб длиной более 10 м.
1.3. В партии труб немерной длины допускается не более 15% труб длиной от 0,75 до 1,5 м.
|
Размеры труб |
Предельные отклонения при точности изготовления, % |
|
|
обычной |
высокой |
|
|
По наружному диаметру |
±1,5 |
±1,0 |
|
По толщине стенки, мм: |
||
|
8 и менее |
+20,0 |
+12,5 |
|
более 8 до 20 |
±15,0 |
+12,5 |
|
более 20 |
+12,5 |
±12,5 |
1.5. Овальность не должна выводить диаметр труб за предельные отклонения.
1.6. Кривизна труб на любом участке длиной 1 м не должна превышать:
1,5 мм - при толщине стенки до 10 мм включительно;
2 мм - при толщине стенки свыше 10 до 20 мм включительно;
4 мм - при толщине стенки свыше 20 мм.
1.7. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев, допускается образование фаски при их удалении. По требованию потребителя на концах труб с толщиной стенки более 5 мм должна быть фаска для сварки.
Примеры условных обозначений
Труба наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, немерной длины, из стали марки 08Х18Н10Т:
Труба 76 5 - 08Х18Н10Т ГОСТ 9940-81
То же, высокой точности изготовления (в), длины кратной (кр) 1500 мм:
Труба 76 в 5 в 1500 кр - 08Х18Н10Т ГОСТ 9940-81
То же, обычной точности изготовления, мерной длины (м) 3000 мм:
Труба 76 5 3000 м - 08Х18Н10Т ГОСТ 9940-81
То же, обычной точности изготовления, мерной длины 3000 мм с остатком:
Труба 76 5 3000 - 08Х18Н10Т ГОСТ 9940-81
То же, высокой точности изготовления (в), ограниченной длины (ог) 3000 мм:
Труба 76 в 5 в 3000 ог - 08Х18Н10Т ГОСТ 9940-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по техническим регламентам, утвержденным в установленном порядке, из стали марок, указанных в табл.3, с химическим составом по ГОСТ 5632, с микродобавками редкоземельных металлов.
Содержание серы в стали, предназначенной для изготовления труб, подлежащих сварке, что указывается в заказе, не должно превышать 0,020%.
Трубы изготовляются термически обработанными или без термообработки в соответствии с заказом.
|
Марка стали |
Временное сопротивление , Н/мм (кгс/мм) |
Относительное удлинение |
Плотность , г/см |
|
не менее |
|||
|
08Х13 |
372 (38) |
22 |
7,70 |
|
08Х17Т |
372 (38) |
17 |
7,70 |
|
12Х13 |
392 (40) |
21 |
7,70 |
|
12Х17 |
441 (45) |
17 |
7,70 |
|
15Х28 |
441 (45) |
17 |
7,60 |
|
15Х25Т |
441 (45) |
17 |
7,60 |
|
04Х18Н10 |
441 (45) |
40 |
7,90 |
|
10Х23Н18 |
491 (50) |
37 |
7,95 |
|
08Х17Н15М3Т |
510 (52) |
35 |
8,10 |
|
08Х18Н10 |
510 (52) |
40 |
7,90 |
|
08Х18Н10Т |
510 (52) |
40 |
7,90 |
|
08Х18Н12Б |
510 (52) |
38 |
7,90 |
|
08Х18Н12Т |
510 (52) |
40 |
7,95 |
|
08Х20Н14С2 |
510 (52) |
35 |
7,70 |
|
10Х17Н13М2Т |
529 (54) |
35 |
8,00 |
|
12Х18Н9 |
529 (54) |
40 |
7,90 |
|
12Х18Н10Т |
529 (54) |
40 |
7,90 |
|
12Х18Н12Т |
529 (54) |
40 |
7,95 |
|
17Х18Н9 |
568 (58) |
40 |
7,90 |
|
08Х22Н6Т |
588 (60) |
24 |
7,60 |
Примечания:
1. Для труб с соотношением ![]() равным или менее 8, из стали марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Т, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х17Н15М3Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9, 17Х18Н9, 08Х22Н6Т допускается снижение временного сопротивления разрыву на 19,6 Н/мм(2 кгс/мм).
равным или менее 8, из стали марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Т, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х17Н15М3Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9, 17Х18Н9, 08Х22Н6Т допускается снижение временного сопротивления разрыву на 19,6 Н/мм(2 кгс/мм).
2. По требованию потребителя для труб из стали марок 12Х18Н10Т, 12Х18Н12Т, 08Х18Н10Т проводят определение предела текучести.
3. Предел текучести для стали марки 12Х18Н10Т должен быть не менее 216,0 Н/мм(22 кгс/мм).
4. Нормы предела текучести для стали марок 12Х18Н12Т и 08Х18Н10Т устанавливают по согласованию изготовителя с потребителем.
2.3. По требованию потребителя трубы должны выдерживать испытание на растяжение при температуре 623 К (350 °С).
Нормы временного сопротивления разрыву и предела текучести устанавливают по согласованию изготовителя с потребителем.
2.4. На наружной и внутренней поверхностях труб не допускаются плены, рванины, закаты, трещины. Допускается удаление дефектов местной зачисткой, сплошной или местной шлифовкой, расточкой и обточкой при условии, что величина расточки, обточки или сплошной шлифовки не выводит диаметр и толщину стенки за пределы минусовых отклонений, а местной зачистки или шлифовки - толщину стенки за пределы минусовых отклонений, указанных в табл.2.
Без зачистки допускаются единичные плены, рябизна, риски, следы вдавливания окалины при условии, что они не выводят толщину стенки за минусовые предельные отклонения.
По требованию потребителя единичные плены должны быть зачищены.
2.5. По требованию потребителя трубы изготовляют очищенными от окалины.
2.6. По требованию потребителя трубы должны выдерживать гидравлическое давление в соответствии с требованиями ГОСТ 3845 при допускаемом напряжении, равном 40% от временного сопротивления разрыву для данной марки стали.
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.

где - номинальная толщина стенки, мм;
- номинальный наружный диаметр, мм,
или раздачу до увеличения наружного диаметра на 10% оправкой с углом конусности 30°; допускается применять оправки с углом конусности 6° и 12°.
2.8. По требованию потребителя, что указывается в заказе, трубы из стали марок 10Х17Н13М2Т, 08Х17Н15М3Т, 08Х22Н6Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б должны быть стойкими против межкристаллитной коррозии.